نصب اتصالات خطوط لوله پروسه ای است که پیش از اجرای عملیات هات تپ انجام می شود. در واقع پیش از استارت خوردن عملیات هات تپ، می بایست بستر عملیات را مهیا و فراهم کنیم. عملیات هات تپ، عملیات نوین انشعاب گیری از خطوط لوله است. صنایعی که از خطوط لوله برای انتقال سیالات گازی یا مایع سایت کاری خود استفاده می کنند، عبارت اند از پالایشگاه ها، واحد های صنعتی و پتروشیمی، نیروگاه ها و اُرگان های خدمات رسان شهری از جمله آب و فاضلاب و شرکت گاز. انشعاب گیری به منظور بهره برداری یا خدمات رسانی جدید در مناطق یا واحد دیگر صورت می گیرد. در عملیات هات تپ انشعاب گیری به روش گرم انجام می شود. خطوط لوله ی تحت فشار در عملیات هات تپ و با استفاده از دستگاه هات تپ برش می خورند و سیالات جاری درون آن ها پس از طی مراحل عملیاتی وارد خطوط لوله ی انشعابی می شود.
این عملیات دارای مراحل مختلف و پیچیدگی های بسیار است و در زمره ی کارهای سخت و پرریسک قرار می گیرد. برای اجرایش تمام و کمال عملیات هات تپ نیاز به اجرای مراحل پیش عملیاتی و مراحل عملیاتی خواهیم داشت تا خروجی انشعاب را به درستی و بدون نقص به کارفرما تحویل دهیم.

اتصالات
اتصالات یکی از اجزای مهم و ضروری عملیات هات تپ می باشند که بدون آن ها برش زدن لوله ی تحت فشار غیر ممکن است. در واقع آب بندی محل برش هات تپ در حین اجرای عملیات بر عهده ی اتصالات است. اتصالات هدایت کننده ی جریان سیال به سمت شیر و لوله ی انشعابی هستند. این تجهیزات با استفاده از قطعه ی نیپل خود که در تمامی آن ها مشترک است، ارتفاع لازم از دیواره ی لوله را تأمین می کنند و با استفاده از این ارتفاع شیر و ماشین هات تپ نیز می توانند بر روی لوله و به صورت یک مجموعه ی سه واحدی نصب شوند.
نصب اتصالات خطوط لوله با توجه به نوع اتصال، جنس لوله و ضخامت آن و همچنین برخی از مشخصه های سیال تعیین می شود.
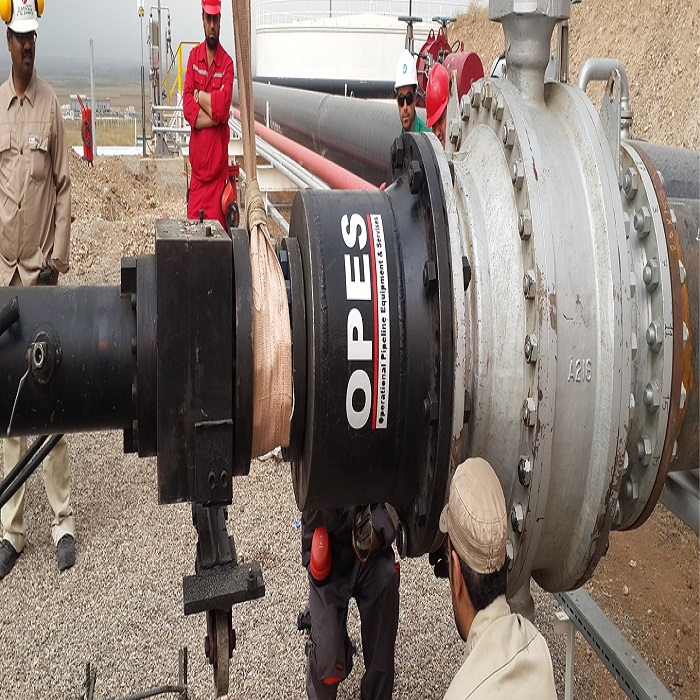
چگونگی نصب اتصالات بر روی لوله
در هنگام جمع آوری اطلاعات در رابطه با پیش ضروریات هات تپ ابتدا ضخامت خط لوله را اندازه گیری می کنند. ضخامت خط لوله مشخص می کند که آیا در حین نصب اتصالات بر روی خط لوله می توان از اتصال جوشی استفاده کرد یا خیر. در صورتی که ضخامت لوله کم باشد بدیهی است که اجرای عملیات جوشکاری بر روی آن غیرممکن خواهد بود و دلیل این امر این است که دیواره ی نازک خط لوله به راحتی می تواند در عملیات جوشکاری دچار آسیب شود و در پی بروز آسیب، نشتی و درز سیال محتمل ترین اتفاق خواهد بود. همچنین حرارت ناشی از جوشکاری در لوله های نازک می تواند موجب ایجاد جرقه و اشتعال سیالات شود.
مبحث بعدی تلرانس بارگیری خط لوله است. در صورتی که خط لوله تاب و تحمل بارگیری اتصالات سنگین را نداشته باشد نمی توان در نصب اتصالات خط لوله از اتصالات سنگین وزن استفاده کرد.
فشار سیال نیز موضوع دیگری است که در نصب اتصالات خط لوله باید به آن توجه داشته باشیم. اتصالاتی که استحکام زیادی به نقطه ی خروجی نمی بخشند نمی توانند بر روی خطوط لوله ای نصب شوند که فشار سیال درون آن بالا است. این میزان فشار می تواند اتصال را با سستی مواجد کند و نقطه ی انشعابی را با نقص و نشتی رو به رو سازد.
در نصب اتصالات خطوط لوله دو انتخاب پیش رو خواهیم داشت. اتصالات جوشی و اتصالات مکانیکی.
اسپلیت تی مکانیکی: اسپلیت تی مکانیکی تنها اتصال خط لوله است که دارای قابلیت نصب مکانیکی بر روی لوله می باشد. نصب اتصالات مکانیکی بر روی خط لوله با استفاده از پیچ و مهره ها انجام می شود و هیچ گونه عملیات جوشکاری در نصب آن ها بر روی لوله وجود نخواهد داشت.
نصب اتصالات مکانیکی بر روی لوله های پلاستیکی از قبیل لوله های پلی اتیلنی کاربرد دارد. زیرا جوش پلاستیک نمی تواند استحکام لازم در محل انشعاب را برقرار سازد.
اتصالات جوشی: نصب اتصالات جوشی بر روی خطوط لوله با استفاده از عملیات جوشکاری صورت می گیرد. این اتصالات می توانند بر روی خطوط لوله فولادی، فولاد کربن، آهنی و یا دیگر آلیاژهای فلزی نصب شوند. جوشکاری این اتصالات بر روی خطوط لوله ی فلزی می تواند استحکام مورد نیاز در محل خروجی انشعاب را تأمین کند.
نصب اتصالات جوشی بر روی لوله
اسپلیت تی:برای نصب اتصالات اسپلیت تی جوشی بر روی خط لوله از عملیات جوشکاری استفاده می شود. ابتدا هر دو پد اسپلیت تی را با استفاده از جرثقیل دستی یا جیم پلاک و یا در سایزهای بزرگ تر با استفاده از جرثقیل های بزرگ تر بر روی خط لوله فیت می کنند. سپس با استفاده از ابزار تراز مایع یا خط کش تراز اسپلیت تی را در جهت عملیاتی و کاملاً عمود بر خط لوله تراز می کنند. پس از آن دو پد از قسمت طولی به یکدیگر جوش داده شده و سپس نوبت به طرفین اتصال می رسد. پس از جوش دادن طرفین اتصال بر روی لوله از تست جوش جهت اطمینان از کیفیت جوش استفاده می کنند.
سدل نیپل: این اتصال به جای پد دارای زین است و زین آن با توجه به سایز و انحنای دیواره ی خط لوله ساخته می شود. سدل نیپل را تنها با روش جوشکاری می توان بر روی خط لوله نصب کرد. دور تا دور زین این اتصال بر روی لوله جوش می خورد. پس خط لوله باید ضخامت مورد نیاز و مطمئن را برای اجرای عملیات جوشکاری داشته باشد.
ولدولت: اتصالات ولدولت استحکام کمتری را در نقطه ی انشعابی ایجاد می کنند و بنابراین فشار سیال درون خط لوله در عملیات انشعاب گیری که از اتصال ولدولت استفاده می کند باید کم باشد. همچنین ضخامت لوله در استفاده از این اتصال باید زیاد باشد زیرا ولدولت را با استفاده از جوش سر به سر یا جوش لب به لب بر روی لوله نصب می کنند.
بنابراین باید بگوییم نصب اتصالات خطوط لوله در عملیات هات تپ بستگی به نوع اتصال و همچنین شرایط و پارامترهای خط لوله خواهد داشت.