اتصالات خطوط لوله یکی از ملزومات مورد نیاز برای اجرای عملیات هات تپ است. اتصالات به طرق مختلفی بر روی خط لوله نصب می شوند. این تجهیزات در واقع سازه های چند قطعه ای هستند. این قطعات در کارگاه ساخت اتصالات، تولید شده و سرهم بندی می شوند. برای ساخت اتصالات خط لوله در هات تپ از عملیات چند گانه استفاده می شود تا اتصالی که به دست می آید، برای خط لوله و اجرای عملیات هات تپ مناسب باشد. این اعمال عبارتند از برش کاری با هوا برش و یا هواگاز، جوشکاری، فرز کاری (شامل فرایند های تمیزکاری و پَخ زنی) و مجموعه اعمالی برای پردازش و صیقل دهی به سطح اتصال. این سازه ها را اتصالات دائم خطوط لوله نیز می نامیم. زیرا پس از اتمام عملیات هات تپ این سازه ها را از روی خط لوله جدا نمی کنند. در واقع اتصالات خطوط لوله به همراه شیری که بر روی آن ها بسته می شود از روی خط لوله باز نمی شوند. بنابراین این سازه ها باید به شکلی ساخته شوند که طول عمر بالایی داشته باشند و خط را با مشکلات فنی رو به رو نکنند.
عملیات هات تپ
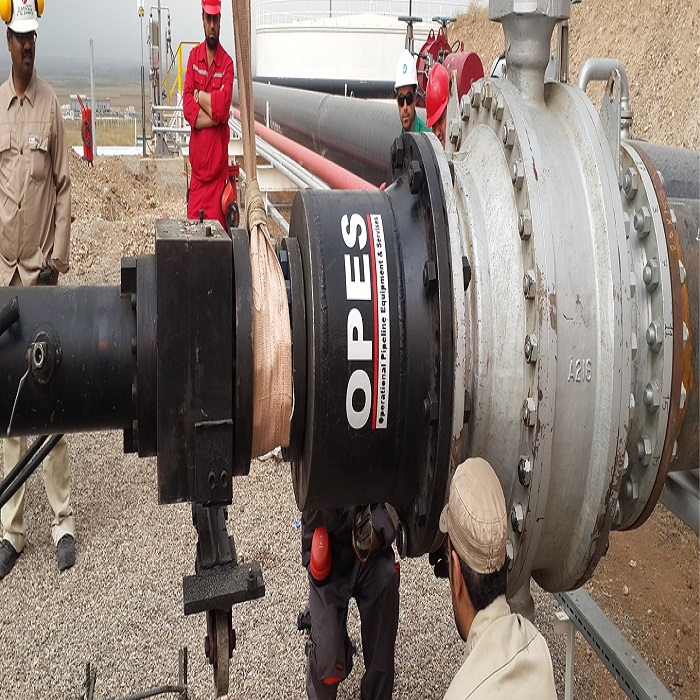
این عملیات در واقع نمونه ای از کار گرم است و در مراحل مختلف خود دارای اعمال و کارهایی است که شامل جرقه، حرارت و آتش هستند. دمای این جرقه ها می تواند از دماهای زیر صفر تا ۶۰۰ درجه ی سانتیگراد بالای صفر، متغیر باشد. در عملیات هات تپ، از خطوط لوله ی تحت فشار انشعاب تهیه می کنیم. این بدین معنی است که خطوط لوله ای را که درون آن ها جریان وجود دارد، برش می زنیم و سیال درون این خطوط را وارد لوله های انشعابی می کنیم. لوله های انشعابی که با استفاده از عملیات هات تپ تحت فشار قرار می گیرند، پس از بهره برداری از لوله ی اصلی ساخته شده اند. این انشعابات زمانی ساخته می شوند که نیاز به بهره برداری از سیال درون لوله در واحد یا منطقه ای دیگر نیز احساس شود. در این حالت جریان سیال درون لوله را قطع نمی کنند بلکه عملیات انشعاب گیری را در مجاورت جریان سیال انجام می دهند. بدیهی است که پس از ایجاد برش بر روی لوله سیال درون آن به بیرون درز و نشت می کند. اما پیش از شروع عملیات هات تپ اتصالات خطوط لوله را بر روی لوله و در قسمتی که می خواهند برش ایجاد کنند نصب می کنند. این اتصالات از نشت سیال در محل برش ممانعت به عمل می آورد. همچنین به منظور قطع و وصل کردن جریان، شیرهای صنعتی به نام ولو را بر روی اتصالات نصب می کنند. با استفاده از این شیرها می توان جریان سیال را در مراحل مختلف عملیات هات تپ و حتی پس از بهره برداری از خط انشعابی، قطع و وصل کرد.
از عملیات هات تپ برای انشعاب گیری از مخازن ذخیره سازی سیالات در پالایشگاه ها و نیروگاه ها و همچنین واحد های پتروشیمی نیز استفاده می شود. مخازنی که سیالاتی را به منظور ذخیره سازی درون خود جای داده اند، اصطلاحاً مخازن تحت فشار نامیده می شوند. برای انشعاب گیری از این مخازن نیز نیازی به تخلیه و پاکسازی سیال درون مخزن وجود ندارد. با استفاده از عملیات هات تپ می توان بر روی این مخازن برشی ایجاد کرد و سیال درون مخزن را وارد خطوط لوله ی انشعابی کرد. اتصالات در این منظر نیز حکم نشتی گیر را در محل برش دارند و با پوشش دهی این محل مانع از درز سیال به محیط بیرونی مخزن می شوند.
اتصالات خطوط لوله در هات تپ لوله و مخزن انواع مختلفی دارند که در ادامه قصد داریم این اتصالات را معرفی کنیم.
انواع اتصالات خطوط لوله در هات تپ
اتصال اسپلیت تی

مهم ترین و پرکاربردترین اتصالات خطوط لوله در هات تپ اسپلیت تی است. دلیل این امر می تواند میزان استحکام بخشی به محل انشعاب از طرف این اتصال باشد. اسپلیت تی طراحی سازه ایِ منحصری دارند که موجب اطمینان از استحکام و نشتی گیری در محل اتصال می شود. اسپلیت تی از دو پد که هر کدام از این پدها نیم لوله ای با مقطع نیم دایره هستند، تشکیل شده است. در واقع پدهای اسپلیت تی را با استفاده از یک قطعه لوله از جنس خط لوله ی اصلی و همسان با سایز آن می سازند که از قسمت طولی برش خورده. پدها لوله را در میان می گیرند. پوشش دهی پدها به این شکل است که یک پد نیمی از دیواره ی لوله و پد دیگر نیمه ی دیگر آن را پوشش می دهد. می توان اینگونه گفت که پوشش دهی لوله توسط اسپلیت تی به صورت تمام محور یا تمام دیواره است. یکی از دلایل استفاده ی زیاد از اسپلیت تی همین مدل پوشش دهی آن هاست که موجب استحکام زیاد در محل برش می شود. قطعه ی دیگری که می توان گفت برای ساخت تمامی اتصالات خطوط لوله در هات تپ مورد استفاده قرار می گیرد، نیپل است. نیپل قطعه لوله ای است که با سایز لوله ی انشعابی همخوانی دارد. نیپل را بر روی یکی از پدها و درست در مرکز آن قرار می دهند. ابتدا مقطع نیپل را بر روی پد برش می زنند و سپس این قطعه را بر روی پد نصب می کنند. برای وصل کردن اتصالات خطوط لوله به ولو (شیر صنعتی) نیاز به استفاده از فلنج داریم. فلنج ها قطعات میانجی بین سازه ها و قطعات در خطوط لوله هستند. فلنج ها معمولا با استفاده از پیچ و مهره (bolting) سازه ای را به سازه ی دیگر وصل می کنند. این کار سبب می شود که جدا کردن و تعویض هر قطعه در طول خط بدون اتلاف وقت و هزینه و تنها با باز کردن چند عدد پیچ و مهره میسر باشد. شکل نهایی اسپلیت تی به این صورت است:
اتصال ولدولت

ولدولت ها اتصالاتی هستند که معمولا بر روی خطوط لوله ای نصب می شوند که فشار سیال در آن ها خیلی بالا نباشد. ولدولت با استفاده از عملیات جوشکاری و به صورت مستقیم بر روی خط لوله نصب می شود. اتصال ولدولت فاقد پد است و مقطع آن طوری زاویه دار است که همگون با انحنای خط لوله بر روی آن سوار می شود. شرکت های متفاوتی این اتصالات خطوط لوله را می سازند. از ولدولت در انشعاب گیری سایز پایین استفاده می شود. اتصالات خطوط لوله ی ولدولت باید طوری طراحی شوند که از یک سمت کاملا مماس با خط لوله باشند و روی آن جوش بخورند و از سوی دیگر پذیرای خط لوله ی انشعابی باشند که به طور حتم سایز آن از سایز لوله ی اصلی کمتر است. اتصالات ولدولت در واقع نیپلی هستند که دارای انحنای همگون با خط لوله است و به صورت یکه و بدون پد و با استفاده از جوش سر به سر بر روی خط لوله نصب می شود. بر روی این اتصال فلنجی نصب می شود تا بتوان دیگر مراحل عملیات هات تپ را بر روی آن اجرا کرد و پس از آن خط لوله ی انشعابی را به آن وصل کرد.
اتصال سدل نیپل

اتصالی در خطوط لوله و عملیات هات تپ است که با استفاده از یک قطعه ی زینی شکل بر روی خط لوله جوش داده می شود. این اتصال مانند ولدولت از جمله اتصالات جوشی خطوط لوله است. زین اتصال سدل نیپل در واقع برشی از یک لوله است که در نهایت به شکل زین خواهد بود. این قطعه ی زینی شکل با استفاده از سایز، قطر و جنس خط لوله ساخته می شود. یک قطعه ی لوله ی کوچک هم سایز با لوله ی اصلی را در نظر می گیرند و نقشه ی از پیش تهیه شده و قالب بندی شده ی سدل را بر روی آن قرار می دهند. سپس با استفاده از هوابرش زین را می برند و نیپل را نیز در مرکز آن وصل می کنند. فلنج نیز پس از تمامی این مراحل بر روی نیپل قرار می گیرد. از اتصال سدل نیپل برای انشعاب گیری از مخازن استفاده می شود. البته در انشعاب گیری از خطوط لوله ای که فشار خط پایین دارند و هم چنین در مواقعی که فشار سیال به هنگام ورود به انشعاب پایین است، استفاده می کنند. درانشعاب گیری از مخازن به این دلیل از اتصالات خطوط لوله ی سدل نیپل استفاده می کنند که ساختار این اتصال به گونه ای است که می تواند انعطاف لازم برای نشستن بر بدنه ی مخزن را داشته باشد. از انشعاب گیری از مخازن از اتصال اسپلیت تی استفاده نمی شود چون ساختار اسپلیت تی به گونه است که نمی تواند برای قطرهای بزرگی همچون مخازن ساخته شود. اما زین سدل نیپل به گونه ای است که می تواند با سطح مقطع زیرین خود به صورت یکنواخت قرار بگیرد. در مقالات بعد به تشریح دیگر اجزای عملیات هات تپ خواهیم پرداخت.