اتصال ولدولت یکی از انواع اتصالات مورد استفاده در عملیات هات تپ است. خروجی انشعابات از خطوط لوله ی اصلی به توسط عملیات هات تپ به کارفرمایان تحویل داده می شو. این خطوط انتقال دهنده سیالات مختلف در پالایشگاه ها، نیروگاه ها، مجتمع های پتروشیمی و خطوط لوله آب و فاضلاب و گاز شهری هستند. نیاز به انشعاب گیری از این خطوط و انتقال سیالات آن به واحدها یا مناطق دیگر، از نیازهایی است که در هر سایت کاری ممکن است اتفاق بیفتد. هات تپ را می توان شیوه ی نوین انشعاب گیری از خطوط لوله برشمرد. در این روش انشعاب گیری خطوط لوله تحت فشار، مجهز به اجزای عملیات هات تپ شده و با استفاده از دستگاه هات تپ برش می خورد. این برش متناسب با سایز لوله ی انشعابی است. اما تجهیزاتی که در عملیات هات تپ بر روی لوله بسته می شوند تا آغازگر عملیات هات تپ باشند، اتصالات خطوط لوله (fittings)، شیر صنعتی (valve) و ماشین هات تپ هستند. اتصال ولدولت نیز همان طور که در ابتدا توضیح دادیم در زیر مجموعه ی انواع اتصالات خطوط لوله قرار می گیرند.

اتصال ولدولت
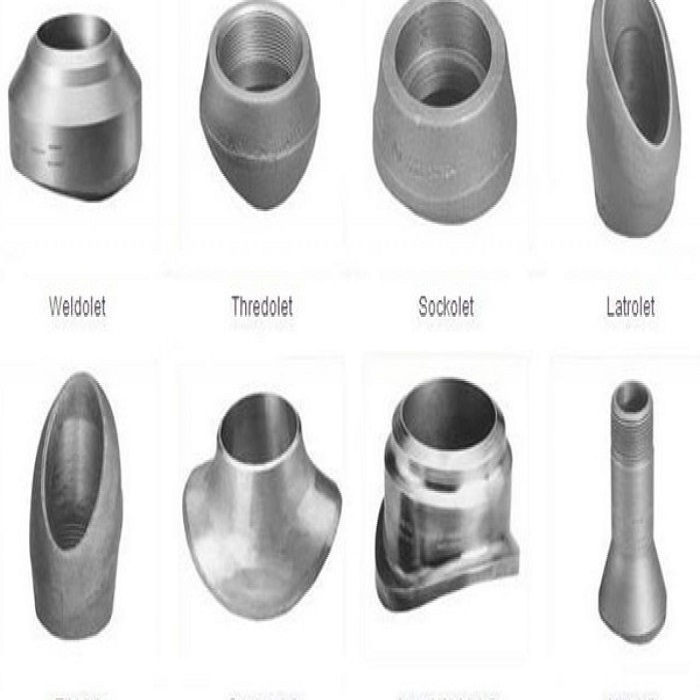
اتصالات هات تپ را با توجه به موارد و پارامترهای مختلفی طبقه می کنند. یکی از وجوه طبقه بندی اتصالات خطوط لوله، دسته بندی آن ها در انواع بدون پد (زین) و دارای پد (زین) است. پد قسمتی از اتصال است که بر روی دیواره ی لوله می نشیند و لوله را به صورت تمام دیواره و یا به صورت نیم تنه در برمی گیرد. انواع اتصالات اسپلیت تی و سدل نیپل از نوع اتصالات دارای پد و زین هستند. اما اتصال ولدولت که موضوع مورد بررسی ما در این نوشته است از نوع اتصالات بدون پد یا بدون زین است.
این اتصال تنها از یک نیپل تشکیل شده و برای متصل شدن به جزء بعدی عملیات هات تپ تنها نیاز به یک فلنج دارد که این فلنج بر روی نیپل جوش می خورد.
نیپل در تمامی اتصالات هات تپی به خصوص در اتصال ولدولت نقشی به عنوان مرتفع کننده برعهده دارد. این قطعه می تواند ارتفاع لازم را از دیواره ی لوله فراهم کند. دیواره لوله به دلیل ساختار انحنادار خود نمی تواند تجهیزات دیگر را بدون ارتفاع کافی از دیواره بپذیرد.
اتصال ولدولت جدا از اینکه در دسته بندی اتصالات بدون زین است در دسته ی اتصالات جوشی خطوط لوله نیز قرار می گیرد. این اتصالات را تنها با استفاده از عملیات جوشکاری می توان بر روی لوله نصب کرد و استفاده از این اتصال به صورت مکانیکی بر روی لوله غیر ممکن است. جوشکاری اتصال ولدولت بر روی خط لوله از نوع جوش سر به سر یا جوش لب به لب می باشد. در ادامه نحوه جوش دادن اتصال ولدولت و نصب آن بر روی خط لوله را شرح خواهیم داد.
ساختار اتصال ولدولت
این اتصال در سایزهای مختلف ساخته می شود و کلاس فشار آن باید با میزان فشار سیال برابر باشد. اتصال ولدولت را معمولا در انشعاب گیری از خطوط لوله ای به کار می برند که فشار و تلاطم سیال در آن ها زیاد نباشد. این اتصالات دارای نیپل هایی با انحنای منحصر با سایز خط لوله هستند که به شکل مماس بر روی لوله فیت شده و سپس با جوش سر به سر بر روی لوله نصب می شود.
جوشکاری اتصال ولدولت
این اتصال باید به صورت کاملاً تراز و در راستای عملیاتی بر روی لوله قرار گیرد. به منظور تراز کردن این اتصال بر روی لوله باید از قطعه ی فلزی استفاده کرد که اصطلاحاً آن را فاصله دهنده می نامند. ابتدا فاصله دهنده را مابین اتصال ولدولت و لوله قرار می دهند و سپس اتصال را از چهار سمت به لوله خالجوش می زنند. پس از آن فاصله دهنده را از محل خود خارج کرده و دور تا دور اتصال را بر روی جوش می دهند و سپس از مقطع جوشکاری شده تست جوش تهیه می کنند.
پس از تأیید تست جوش ولو بر روی اتصال بسته می شود و از این سیستم تست فشار هیدرواستاتیک به عمل خواهد آمد. این تست به منظور اطمینان از میزان تحمل فشار توسط اتصال در نقطه انشعابی و نیز عدم نشتی اتصال ولدوت و ولو صورت می گیرد.
پس از نصب ولو دستگاه هات تپ نیز باید بر روی این مجموعه نصب شود تا بتوان علیات انشعاب گیری را شروع کرد.
شما می توانید در نوشته (عملیات هات تپ چیست؟) از چگونگی اجرایش عملیات هات تپ پس از مستقر کردن دستگاه هات تپ در موقعیت عملیاتی خود، مطلع شوید.