عملیات هات تپ با استفاده از تجهیزاتی مثل اتصالات، ولو های صنعتی و دستگاه هات تپ اجرا می شود. در این عملیات این امکان به سیستم های پالایشگاهی، نیروگاهی، واحد های صنعتی و پتروشیمی داده می شود تا اگر قصد انتقال و یا تعمیر خطوط لوله ی خود را دارند بدون خارج کردن این لوله ها از سرویس دهی این کار را انجام دهند. مزیت خارج نکردن این خطوط از سرویس دهی این است که بهره برداری در پایین دست خط متوقف نخواهد شد و نیازی به جبران خسارت نخواهد بود. پالایشگاه ها و مجتمع های صنعتی و پتروشیمی به ازای تولید مقدار مشخصی از محصولات در بازه ی زمانی مشخص، نبض اقتصادی گوشه ای از بخش های دولتی یا خصوصی را در دست دارند. بنابراین کاهش میزان بهره برداری در پایین دست خطوط لوله موجب می شود تا خسارت ها و ضربه های جبران ناپذیر اقتصادی به این امکان و بخش های خصوصی و دولتی وارد شود. اما هات تپ راه حل این چالش است و مشکل افت بهره برداری از این خطوط را در زمان انشعاب گیری یا تعمیرات، بر طرف خواهد کرد.

کاری که هات تپ می کند این است که بدون نیاز به توقف جریان سیال درون لوله و افت در بهره برداری، می تواند برشی روی این خطوط لوله ایجاد کند. این برش می تواند همان نقطه ای باشد که انشعاب باید از آن خارج شود و یا در چند متری موضع آسیب دیده از خط لوله باشد.
در عملیات هات تپ سه اصل مهم و ضروری وجود دارد این سه اصل از اجزای فرعی دیگری کمک می گیرند تا همگی این عوامل در کنار هم اجرا کننده ی عملیات هات تپ باشند.
اجزای اساسی عملیات هات تپ به این قراراند:
- اتصالات (fittings)
- ولو (valve)
- ماشین هات تپ (hot tapping machine)
اجزاء و عملیات فرعی نیز عبارت اند از:
- در محل کارگاه هات تپ : هوابرش، سنگ زنی، فرزکاری، جوشکاری، تراشکاری، واترجت، سندبلاست و غیره که همگی به همراه تجهیزاتشان انجام می شوند.
- در فاز عملیاتی: جوشکاری، دیزل ژنراتور، دستگاه پاوریونیت یا پاورپک، جرثقیل، سازه های بتنی و اسکلتی و غیره.
در ضمن تمامی مراحل هات تپ طبق اصول و دستورالعمل های ایمنی یا HSE و با استفاده از تجهیزات ایمنی و حفاظت شخصی یا PPE اجرا می شود.
عملیات هات تپ چگونه اجرا می شود؟
خط لوله را تصور کنید که قرار از بر روی آن برشی به شکل دایره ای ایجاد شود. بدیهی است در صورتی که این برش را بدون بسترسازی مناسب ایجاد کنیم، سیال درون خط لوله که از قبل جریان آن را متوقف نکردیم به راحتی به بیرون نشت خواهد کرد و علاوه بر مسائل جبران ناپذیر اقتصادی، ایمنی محیط پالایشگاه یا واحد پتروشیمی و همچنین کارکنان را با خطر مواجه خواهد کرد.
بنابراین برای ایجاد این بستر از اتصالات خطوط لوله استفاده می کنند. این اتصالات را با استفاده از فاکتورها و مؤلفه هایی می سازند که تجهیزات ابزار دقیق نام دارند. این تجهیزات شامل ابزارهای مثل فشارسنج، ضخامت سنج، دماسنج و غیره هستند. مؤلفه های مذکور نقشه ی اتصالات را مشخص خواهند کرد.
اتصالات در هات تپ شامل، اسپلیت تی، ولدولت، سدل نیپل و فول سدل هستند. تمامی این اتصالات به جز ولدولت از نوع زینی هستند. یعنی با استفاده از یک زین یا پد بر روی خط لوله قرار گرفته و سپس جوشکاری می شوند. پدها مختص اسپلیت تی و فول سدل و زین نیز در سدل نیپل و فول سدل وجود دارد. فول سدل اتصال فوق مستحکمی است که هم از پد اسپلیت تی و هم از زین سدل نیپل برای استحکام بخشی به نقطه ی انشعابی استفاده می کند.
تنها اتصال ولدولت است که با استفاده از جوش سر به سر مستقیما به خط لوله وصل می شود. البته برای استفاده از این اتصال باید در نظر داشت که امکان جوشکاری سر به سر بر روی لوله وجود داشته باشد. معمولا برای این اتصال لوله های خیلی ضخیم باید به عنوان مقطع پایه استفاده شوند.
اتصالات اسپلیت تی و فول سدل اتصالات تمام محور هستند و دور تا دور لوله را پوشش می دهد اما اتصال سدل نیپل اتصالی نیم محور است و تنها یک بخش از دیواره ی لوله را پوشش می دهد این اتصال معمولا در عملیاتی استفاده می شود که فشار سیال درون خط لوله خیلی بالا نباشد.
تمامی این اتصالات دارای یک نیپل در نقطه ی مرکزی خود هستند که مانند یک گلوگاه عمل می کند. نیپل در واقع مسیری است که بعد از اتمام عملیات هات تپ به لوله ی انشعابی منتهی می شود. نیپل را بر روی پد یا زین تعبیه می کنند تا بتوان فلنج را بر روی آن بست. همان طور که می دانید فلنج ها اجزای متصل کننده هستند و قادر خواهند بود تا اتصال را به ولو یا شیر وصل کنند. مزیت استفاده از فلنج این است که در صورت عدم نیاز به یک جزء یا سازه می توان آن را از حلقه ی مشارکتی اجزای دیگر خارج کرد و این کار تنها با باز کردن یکسری پیچ و مهره انجام می شود که ایمنی بوده و صرفه جویی در وقت و هزینه را به دنبال خواهد داشت.
همان طور که گفتیم فلنج دقیقا بر روی نیپل جوش داده می شود.
سپس نوبت به اتصال ولو می رسد. ولو، نوعی شیر صنعتی است که با شکل های مختلفی در صنعت وجود دارد و از هر کدام از آن ها بنابر کاربردشان در عملیات مختلف استفاده می شود. ولو ساندویچی، ولو توپی، ولو دروازه ای و ولو پروانه ای تنها چند نمونه از این شیرهای صنعتی هستند که بیشترین موارد مورد استفاده در هات تپ اند.
ولو دارای دو فلنج است و به همراه اتصال به صورت دائم بر روی خط لوله باقی خواهد ماند. یکی از فلنج های ولو به فلنج اتصال و دیگری به فلنج دستگاه هات تپ که سومین جزء اساسی هات تپ است بسته می شود. فلنج های با استفاده از پیچ و مهره (BOLT) به یکدیگر بسته می شوند. این تجهیزات درست در زیر پیچ و مهره های خود دارای قطعاتی به نام گسکت یا آب بند هستند که مانع از بروز نشتی می شوند.
کاربرد ولو در اینجا قطع یا وصل کردن جریان سیال است. ولو دارای مسیری درونی است که به نیپل راه دارد. در واقع تمامی این تجهیزات مسیری درونی دارند که سیال بتواند از درون آن ها عبور کند و هم ماشین هات تپ بتواند اجزای برشی خود را از درون این تجهیزات عبور دهد تا به لوله برسد. زمانی که برش روی لوله ایجاد می شود سیال درون اتصال و ولو بالا می آید اما تا پیش از شروع بهره برداری از خط لوله ی انشعابی ولو در حالت بسته قرار می گیرد تا شرایط امکان باز شدن ولو را داشته باشد. همچنین ممکن است پس از آغاز بهره برداری از خط لوله ی انشعابی، قصد بر این باشد تا بهره برداری در برخی مواقع در واحد جدید متوقف گردد در این حالت می توان با بستن ولو مذکور جریان را دوباره در لوله ی انشعابی متوقف کرد.
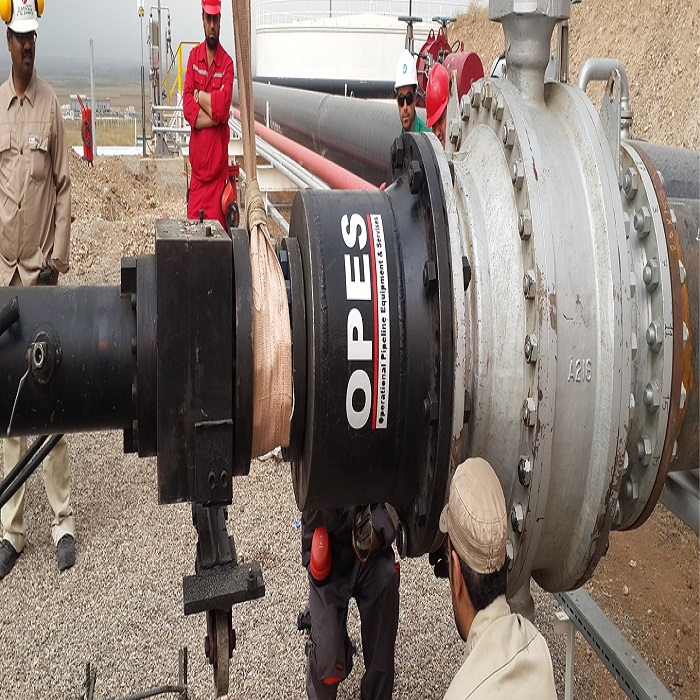
آخرین جزئی که در این عملیات هات تپ به مجموعه اضافه می شود دستگاه هات تپ است. دستگاه هات تپ را در اندازه های کوچک به صورت فردی و در اندازه های بزرگ با استفاده از جرثقیل حمل می کنند. این دستگاه به شرایط نگهداری خاصی احتیاج دارد و شامل اجزای مختلفی می باشد که توضیح آن را در نوشته های بعدی این سایت خواهیم آورد.
در رابطه با طرز کار این دستگاه باید بگوییم این دستگاه دارای اجزای برشی است که بر روی این اجزا الماسه هایی تعبیه شده است. این الماسه ها قادراند تا سطح سخت لوله ها را با هر ضخامتی برش دهند. اجزای برشی این دستگاه از درون مسیرهای فوق الذکر به دیواره ی لوله نزدیک شده و برشی را بر روی خط لوله ایجاد می کنند. سیالی که پس از برش در دسترس قرار می گیرد پشت ولوی که پس از خروج دستگاه هات تپ در حالت بسته قرار گرفته، محصور می ماند تا خط لوله ی انشعابی به فلنج ولو نصب شود.
عملیات هات تپ با استفاده از ماشین خود به صورت کاملا ایمن برشی را بر روی خط لوله ایجاد می کند که چگونگی پیش روی این عملیات را در مطالب بعدی توضیح خواهیم داد.